前回、前々回はOリング形状の線径、内外径の測定についての
お話でした。今回は、「測れない製品」として、写真1のような
異形状(Oリング形状でない)のゴム製品の測定についてのお話
です。

このような形状のゴム製品は、容易に変形してしまうため寸法が
安定しません。寸法が安定しないと測定が輪をかけて難しくなり
ます。つまり、測定時の置き方(変形しないように置いたつもり
でも自然に変形している)一つで寸法が極端に変わってしまいます。
試しにこの製品をCNC画像測定システム(Nikon製)でn=5の
測定を行ってみました。その結果を表1~3に示します。
|
表1 短辺内径(mm) |
||||||
|
n1 |
n2 |
n3 |
n4 |
n5 |
平均 |
|
|
① |
23.97 |
24.23 |
23.99 |
24.60 |
24.41 |
24.24 |
|
② |
23.78 |
24.27 |
24.03 |
24.56 |
24.33 |
24.19 |
|
③ |
24.17 |
24.34 |
23.92 |
24.34 |
24.10 |
24.17 |
|
表2 長辺内径(mm) |
||||||
|
n1 |
n2 |
n3 |
n4 |
n5 |
平均 |
|
|
④ |
92.89 |
92.89 |
93.08 |
92.79 |
92.94 |
92.92 |
|
表3 半径(mm) |
||||||
|
n1 |
n2 |
n3 |
n4 |
n5 |
平均 |
|
|
⑤ |
7.20 |
7.14 |
7.23 |
7.15 |
7.06 |
7.16 |
|
⑥ |
7.08 |
7.08 |
7.07 |
7.17 |
7.22 |
7.12 |
|
⑦ |
7.09 |
7.26 |
7.05 |
7.09 |
7.35 |
7.17 |
|
⑧ |
7.17 |
7.27 |
7.17 |
7.21 |
7.01 |
7.17 |
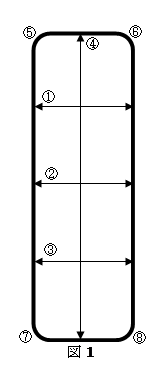
各表の①~⑧は図1に示す場所を測定した寸法です。
表1に示す寸法は短辺の内側の直径、表2に示す寸法は
長辺の内側の直径、表3に示す寸法は4隅の内側の半径と
なっています。
表1の結果について、n5の測定で①~③の直径は
23.78mm~24.60mmとなり、平均値が約24.2mmでした。
仮に平均値を基準とした場合、±0.4mmの公差があったと
しても公差外になる値があります。
このように寸法が安定しない製品は測定自体が困難で、
ばらつきが大きくなり、測定時の置き方次第で値が変化
してしまいます。
勿論、製品そのものは材料の収縮率を見越して製作された
金型で手順通りに作っていますので、出来上がりに問題は
ありません。
異形状のゴム製品の測定についてのお話は以上です。
次回は「開発の進め方」についてです。