今回は「ゴム製品の厚みの測り方」について紹介します。
JIS B 2401-1ではOリングの寸法公差が定められています。
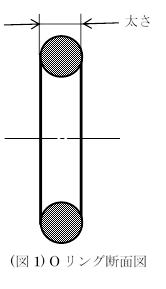
こちらから運動用OリングP-12の太さ(図1)を参照すると、
2.4±0.09mmとあります。
上下合わせて0.18mmの幅がある理由は製造工程での要因以外に、
ゴムが柔らかい材料であるための「測定の難しさ」があります。
試しに、硬さ違いのゴム材料を用意して、Oリング (P-12)を同じ金型で
それぞれ成形した後、画像測定装置、ダイヤルゲージ、ノギスの
3種類の器具で測定しました。
先に測定値のまとめを(表1)に記します。見ると測定器具により測定値に幅があり、
特にダイヤルゲージで硬さ40°のゴム材料を測った値は他の2つの計測器と比較して
大きく異なります。さて、どういう事でしょうか。
それぞれの測り方の紹介と共に測定の難しさについて説明いたします。
(表1)測定値まとめ
| 硬さ | 40° | 60° | 80° | P-12(規格) |
| 画像測定装置 | 2.39 | 2.46 | 2.47 | 2.4±0.09 |
| ダイヤルゲージ | 2.26 | 2.42 | 2.45 | |
| ノギス | 2.38 | 2.42 | 2.45 |

まず、画像測定装置を用いての測定です。(図2)の拡大部分の矢印を
径方向と呼んでいます。その径方向に4ヶ所レーザースキャンし、
4ヶ所それぞれの最高点を平均してOリングの太さを求めました。
左向き矢印のそばにある点がスキャン中の光です。4ヶ所測定しているのは、
測定による誤差を減らすためだけでなく、単純に場所により加硫成形後のちぢみや、
加硫成形中の圧力のかかり方などにより、太さが微妙に違う為です。
また柔らかい製品、細い製品、薄い製品などでは測定台への置き方でも
値が変化します。同じものを同じように測定してもばらつきが比較的大きくなるのが
ゴム寸法測定の難しいところです。
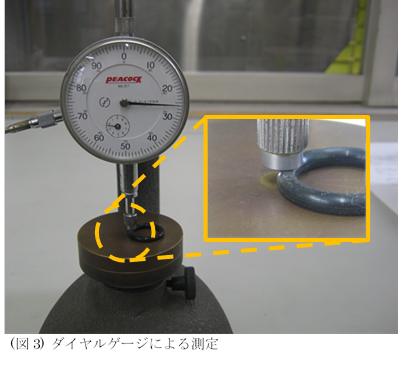
次にダイヤルゲージで測定しました。
(図3)は硬さ40°のOリング測定の様子です。わずかながら凹んでしまっています。
バネ荷重による一定圧力が生じたためです。そのためゴム製品高石工業では
ダイヤルゲージでの測定の場合、Oリングの太さと材料の種類によって補正値
を設定して測定しています。なお、ここまで誤差が大きくなる場合は
別の測定方法をとり、ダイヤルゲージを測定器具として使用する事は基本ありません。

最後にノギスを用いての測定です(図4)。ノギスでの測定も測定面が接触するため、
圧力による変形が起こる可能性があります。また、人の手によって幅を合わせるため、
寸法測定には訓練済みの検査員が行うことになっています。
社内での規格を参照すると「ノギスには、定圧装置がないので、
適正でかつ均一な測定力で測定するようにしなければならない。」
「製品をはさみ押さえ込んだ状態から、徐々にゆるめていき
製品が落ちるか落ちないかの時の値を測定値とする。」とあります。
いかがでしたでしょうか。高石工業ではこれらの測定装置を製品によって使い分けて
寸法測定を行っています。次は径方向(内径、外径)の測定も紹介したいと思います。
次回をお楽しみに。